There has been much contention about the relative merits of vapour and fog based “HPV” systems, but the most important difference has been overlooked, which is that crude fogging systems such a Deprox will only reach on average 50% of the surfaces in a treated area. The effect has been masked, perhaps deliberately in some cases by the testing protocol, that always places BIs in the most exposed areas and favourable orientations.
In order to understand the problem, we need to shed some light on the difference between fogging and vapour based systems:
Definition of vapour
The scientific definition of a vapour is a gas, as opposed to an aerosol or fog. As a general rule, fogs and aerosols scatter light, and are visible as a white cloud. A gas or vapour is non-scattering, hence invisible.
How do vapour systems work?
Vapour phase systems emit invisible gaseous hydrogen peroxide into the air, and maintain the concentration at a high level (>100ppm) for about an hour, which will give a 6 log efficacy against most pathogens. The vapour is generated thermally from a 30% hydrogen peroxide solution.
How do fogging systems work?
Fogging systems emit an aerosol of small (5-10 micron) droplets of low concentration hydrogen peroxide solution (typically 5%). There are two different mechanisms of disinfection occurring simultaneously:
- The droplets impact on surfaces in the room and wet them with the solution.
- As droplets evaporate in the air, the hydrogen peroxide is released as a vapour, which will diffuse through the air and reach surfaces that are sheltered from droplet impact.
Vapour concentration is limited by Henry’s law to an average over the process time of about 50ppm. Hence these systems are capable of a log 4 efficacy, provided that the starting humidity of the room is low enough to allow the droplets to evaporate.
Homogeneity
Hydrogen peroxide is a “lazy gas”. Its high molecular mass gives it a slow rate of diffusion, hence auxiliary fans should always be used to ensure the gas is thoroughly mixed and distributed throughout the room to be treated. If this is done, a vapour system will give a homogeneous distribution of gas, which will disinfect all surfaces regardless of orientation or distance from the generator. The H2O2 molecules break down continuously, with a half life of about 50 minutes, so if left to diffuse naturally, the concentration will drop substantially with distance from the machine.
Fog Shadowing
Fogging systems have altogether different dynamics. The fog droplets fall continuously under gravity relative to the surrounding air. For example, a 2 micron fog droplet will fall by 50 times its diameter per second. This has a dramatic effect on the distribution of the active ingredient on the surfaces in the room. In order to wet a surface, and thus transfer the H2O2 to the pathogens present, the droplets have to impinge on it for sufficient time and with sufficient force to break the surface tension. For upwards facing horizontal surfaces, the gravitational settlement is adequate, and these surfaces will have a visible film of moisture at the end of a process. A horizontal downwards facing surface, such as the underside of a table or door handle will remain dry.

Unless the airflow direction is varied, i.e. by multiple oscillating fans, droplet contact will still be extremely uneven, with almost all the drops impacting on the side of the object facing the airflow. This is perfectly illustrated by this picture of a rime frost. Here a combination of a supercooled fog and a light breeze has caused the droplets to impact and freeze on the side of the fence wire facing the wind. The opposite side of each wire has no ice at all. This is very similar to the shadowing effect of the Ultra-V systems – on average, 50% of surfaces are “shadowed” and hence untreated.

Disinfection of walls and other vertical surfaces is a lottery. The degree of wetting, and thus disinfection is at the whim of the air currents in the room, and droplets impinging on the wall at a shallow angle will bounce, particularly if the surface is at all hydrophobic.
None of this would matter if the vapour level was adequate, as the vapour would disinfect the surfaces not wetted by the droplets. However, in humid conditions, the vapour level is greatly reduced – leading to a very patchy and inadequate performance.
Temperature and circulation
The emission from fogging systems is cold – as much as 15 degrees cooler than the room temperature, due to the cooling effect of droplet evaporation. This cold dense vapour falls rapidly to floor level. The effect can be very visible on starting machines that eject the vapour vertically – the cloud of fog will often not reach the ceiling before collapsing and flowing down to the floor. In the case of the Deprox, the air inlet is on the bottom of the machine, so creating a circulation cell where the fog rises through the machine in the centre of the room and in the rest of the area is moving downwards.
 The effect of this is to give heavy droplet wetting on the upwards facing surfaces around the machine. Bed rails, for example will be wet on the top and dry on the bottom. This has the fortuitous (for the manufacturer) effect, that if the machine is tested in the customary manner by placing biological indicators around the room in petri dishes facing upwards these samples will be exposed to a substantial “rain” of droplets and may show high efficacy levels which are not at all representative of the real disinfection achieved. If the BIs were secured in a vertical or downwards facing orientation, much lower efficacies would be recorded.
The effect of this is to give heavy droplet wetting on the upwards facing surfaces around the machine. Bed rails, for example will be wet on the top and dry on the bottom. This has the fortuitous (for the manufacturer) effect, that if the machine is tested in the customary manner by placing biological indicators around the room in petri dishes facing upwards these samples will be exposed to a substantial “rain” of droplets and may show high efficacy levels which are not at all representative of the real disinfection achieved. If the BIs were secured in a vertical or downwards facing orientation, much lower efficacies would be recorded.
Perhaps the best way to determine the real efficacy of a fogging system in a typical side ward application is to attach the BIs to the walls of the ensuite. This is usually the area most distant from the machine, and also the most contaminated. Attaching the BIs to the walls in a vertical orientation will remove the effects of falling droplets.
Effect of humidity
Because both types of system are evaporating an aqueous solution, the humidity in the room rises during the process as water is evaporated into the air along with the H2O2.
The more concentrated 30% solution used by true vapour systems obviously means that less water is evaporated, and these systems can achieve the target aerial concentrations even in conditions of high initial humidity.
By contrast, the fogging systems using a 5% solution must evaporate 19 units of water for each unit of H2O2. They cannot function at all over about 70% starting humidity, and in anything but the driest weather conditions, the level of disinfection achieved will be limited. This is because the evaporation of the initial outflow of droplets quickly raises the humidity to saturation, and fog emitted later in the cycle cannot evaporate, remaining as a highly visible white cloud.
Most fogging systems claim to be a “dry mist” and are set to avoid condensation, as this can damage electronics and stain furnishings. The only way to avoid condensation is to turn the machine off when the humidity reaches 90% or so. Thus while the Deprox has a fixed cycle time, in humid weather, firstly much of the H2O2 is locked up in the fog droplets, and secondly much less solution used by the system, as it will spend most of the cycle “waiting” for the humidity to drop to a level where its control system will restart the fog generation. (Remember that the H2O2 is continually breaking down, so without continuous replacement, the concentration drops rapidly.)
Even this automatic regulation seems to have been inadequate, as former employees of Hygiene Solutions report that they were told to turn down the units to very low levels at times of high humidity to avoid problems.
This is not a minor effect – Deprox users will have noticed how on some days almost no fog is visible, while on others there is a dense fog which is still visible at the end of the “deactivation” cycle. It is also unsurprising that it is the systems in south Wales that have been suspended – the high humidity in this area leads to frequent process fails and residual fog.
Finally…
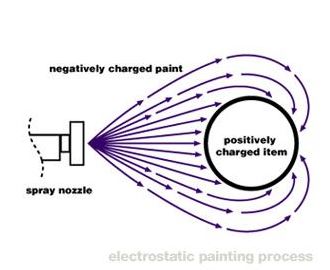
There are now fogging systems on the market that use electrostatics to give an even distribution of droplet wetting regardless of orientation. This is a technology that has been used in paint and agricultural chemical spraying for decades, and causes the fog to “wrap” around objects and coat all faces evenly. I have no data as to the efficacy of this process, but it is a promising idea.
More detailed data about the differences between fogging and vapour systems can be found at https://www.linkedin.com/pulse/h2o2-fog-vapour-efficacy-tests-examined-richard-marsh?published=t